Stainless steel tapping is much more difficult than tapping on common steel. As if the cutting speed (RPM) is too high and the feed is too slow, the drill will rub the stainless steel instead of cutting it, generating heat and toughening the work material. Eventually, the drill will have to work harder, which will reduce the lifetime of the drills you are using for stainless steel and increases the risk of breaking. The heat will concentrate on the side of the stainless steel taps making it harder for you to turn it. In addition, chips will accumulate and clog your stainless steel tap, leading to tap failure and breaking.
Three effective steps to drilling and tapping stainless steel:
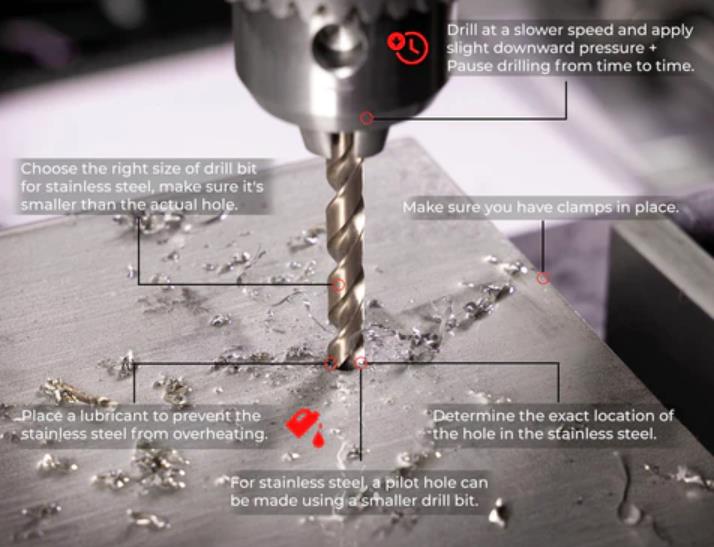
1. Preparation
Before drilling, you must first determine the size of the hole required for the eventual tapping. The drill hole should be smaller than the bolt diameter because the tapped threads will increase the diameter of your hole. Once you've determined what size hole you'll need to drill and tap, you'll need to mark and measure the location of your hole.
2. The right tools and materials
Having the right materials, such as drill bits and taps, is critical when drilling stainless steel. It will save you money on broken parts and uneven holes and speed up the work.
3. Technique and speed
Many individuals drill at a faster rate, believing this will give them the right finish and will speed up the process.
However, it does not apply to stainless steel because it hardens pretty quickly when heated during high-speed drilling. When the stainless steel has been hardened, drilling will become incredibly difficult. This is why it’s best practice to drill at the slowest possible speed.
Excessive pressure has the same impact as high-speed drilling, in that it causes undesirable heat buildup and work hardening .Instead, begin with light pressure and gradually increase it until you produce lovely spiral cuts emanating from the cutting face.
What should you pay attention to when drilling?
When drilling stainless steel, it is often found that the drill bit is easy to wear and break, the surface of the hole is rough, and sometimes deep grooves are formed and cannot be eliminated; The aperture is too large, and the hole shape is not round or tilted to one side. Pay attention to the following when operating:
1. The geometry must be sharpened and the two cutting edges should be symmetrical. The excessive angle of the drill will result in the phenomenon of "pricking", causing chatter, and making the drilled holes polygonal. The chisel edge should be ground to reduce the axial force of the borehole.
2. bit must be installed to keep the drill sharp, and should be grinded in time after blunt.
3. Reasonable selection of bit geometry and drilling volume. According to the drilling depth requirements, the length of the drill bit should be shortened and the thickness of the core should be increased to increase the rigidity. When using a high speed steel drill bit, the cutting speed should not be too high to prevent the blade from being burned out. Feed should not be too large, in order to prevent worsening of drill bit or deviation of drill hole, feed should be adjusted appropriately when cutting in and out.
4. Fully cool and lubricate, the cutting fluid is generally suitable for vulcanized oil, the flow rate should not be less than 5 ~ 8 L / min, can not stop cooling in the middle. When the diameter is large, the internal cooling method should be used as much as possible.
5. Pay close attention to the drilling process, and observe the chip discharge condition in time. If the chip is found to be disorderly wound, immediately retract the knife to prevent the chip from being clogged. Attention should also be paid to the sound of the machine tool. If abnormalities are found, the tool should be retracted in time, and the drill bit should not be allowed to stay on the drilling surface to prevent the surface hardening of the drilling surface from increasing.


 8619169854258
8619169854258 +86-769-89308850
+86-769-89308850

